DIN 17175 15Mo3 ST35.8, ST45.8, 15Mo3, 13CrMo44, and 10CrMo910 Seamless steel tubes
DIN 17175 Seamless steel tubes are a standardized specification for seamless tubes of heat-resistant steels used in elevated temperature environments. DIN17175 standard was first published in 1959 and has been revised several times since then. The tubes are made from various grades of carbon and low-alloy steel, including ST35.8, ST45.8, 15Mo3, 13CrMo44, and 10CrMo9 10.
They are commonly used in the construction of boilers, heat exchangers, and other equipment that requires high-temperature resistant piping systems. These seamless tubes have smooth-bore construction with no weld bead, which gives them an unrestricted flow interior. DIN 17175 Seamless steel tubes are available in various sizes and can be flared without splitting. Note: Mill test certificates will be issued according to EN10204.3 3.1 or 3.2 DIN 17175 alloy steel pipe is just a big class, and it has many class ifivations. We mainly produce DIN 17175 ST35.8, DIN 17175 ST45.8, and 10CrMo910 steel pipes. Field of application For high middle, low pressure boiler and pressure purpose
Protection and Packing: • Packed in wooden box or bundles protected with plastic paper, and suitably protected for sea-worthily delivery or as requested. • The tubes shall be delivered with a temporary corrosion protection. The type of protection shall be at the discretion of the manufacturer Note: • Mill test certificates will be issued according to EN10204.3 • The tubes Shall be Seamless cold drawn or hot rolled. The same effective standards and reference materials
• DIN 2391, part 1 , cold drawn or cold rolled precision seamless steel: size. •
DIN 2413, Steel tube: Wall thickness resistance to internal pressure. •
DIN 2448, seamless steel pipe: size and weight.
• DIN 2915, seamless and welded steel tubes for water tube boilers.
• DIN 2917, Non-stitched steel tubes for hot steam pipes and headers : Dimensions
• DIN 17007 Part 2 • DIN 50049, material test certificate
• DIN 50115, Metal Materials Experiment: Notch Impact Toughness Test
• DIN 50125, Metallic Materials Experiment: Tensile Test, Preparation Principles
• DIN 50136, Metallic Materials Experiment: Ring-shaped flattening test of pipe
• DIN 50137, steel test: ring flaring test of pipe • DIN 50138, steel test: ring tensile test of pipe
• DIN 50140, Metallic Materials Test: Tube and Tube Tension Tests for Incompetent Adjustability Meters
• DIN 50145, Metal Materials Experiment: Tensile Test

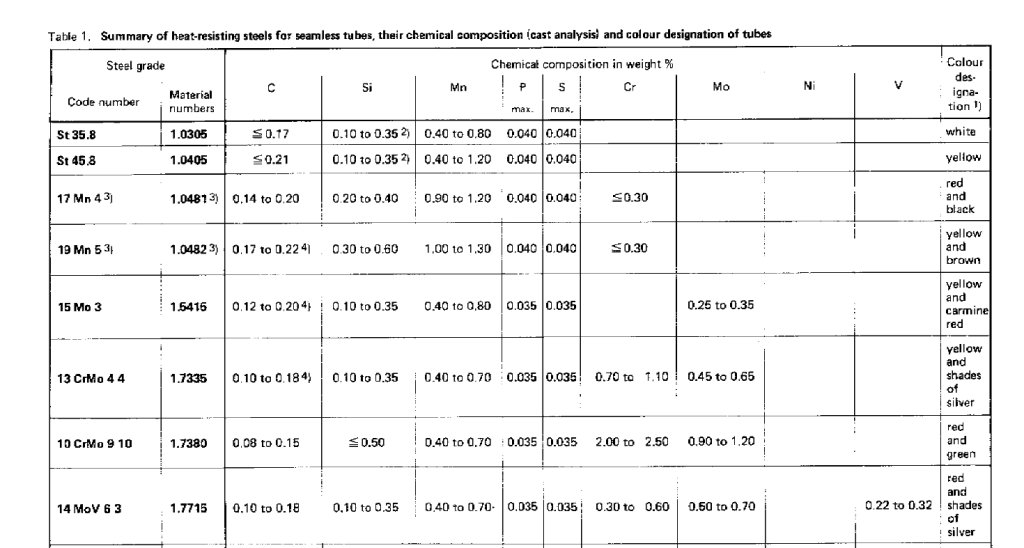
The steel grade or material number should be written to the abbreviation of the product as shown in the following example: Example 1: A DIN 17175 outer diameter 3 8mm, wall thickness 2.5 mm mm steel grade ST35.8 material, number 1.03 0 5 seamless steel pipe whose name is written: steel pipe DIN 17175-ST35.8 – 38 × 2.5 or steel pipe DIN 17175 -1.0305 – 3 8 × 2 . 5 When ordering goods, except for the above-mentioned requirements, the total length required and the required acceptance test certificate should be stated. If it is a non-incorporated steel pipe, the quality level should be stated. Requirements Production method The steel pipe to which this standard relates may be produced by hot rolling, cold rolling, hot pressing, hot drawing or cold drawing. The tube steel can be smelted in a flat furnace or an electric furnace according to the oxygen blowing method, and all steels should be cast in a static manner.
The full length of the steel pipe shall be delivered through a suitable heat treatment. According to each steel type, heat treatment includes: – normal fire – Retirement – tempering; from the quenching temperature, it is not cold, but then tempered as well as – Adjust the mass by the isothermal transformation method. If a satisfactory uniform crystal structure is produced after hot work, the appropriate heat treatment for St35.8, St45.8, 17Mn4, 19Mn5, and 15 Mn3 steels is considered to have been met. Under the same premise, the 13CrMo44 and 10CrMo910 steels will be tempered to replace the complete quenching and tempering treatment. In any case, 14MoV63 and 20XcrMoV121 steels are supplied after tempering treatment. Process performance The tube should meet the requirements of the ring test. For the expansion rate (diameter change) of the ring-shaped flaring experiment, no impermissible defects (such as cracks, crepe, folding, and delamination) shall occur during the test.
Heat treatment and processing Reference data for heat treatment temperature Hot working is possible from 1100 to 80 ° °C, and the temperature can be reduced to 750 °C during processing. In the matching-correction work of the local department, attention should be paid to the effective specification of hot work; there should be a supervisory temperature system. In the higher temperature range, ie 1100 to 900 °C, it is suitable for forging and pier thickening, about 85 °C, and the temperature can be lowered to above 75 °C during the processing. For example, before the last process, or during the same hot working process, if the heating temperature of the workpiece is above the normalizing temperature but not more than 1000 ° C, and the deformation process is above 75 ° C, or ———— In the last process, the degree of deformation does not exceed 5% – at the end of 7 00 °C, then the normalizing of the St35.8, St45.8, 17Mn4, 19Mn5, and 15Mo3 steels is superfluous. The 13CrMo44 and 10CrMo910 only need to be tempered. For multiple times and/or long time heat treatments at temperatures around 1000 to 1000 °C, the workpiece should be cooled to around 350 °C before the last deformation process. If the normalizing or quenching and tempering treatment is more than enough, then the temperature at which the steel is hot-worked should not exceed 1 000 °C. Conversely, if the molding end temperature is above 10 °C, then the St35.8, St45.8, 17Mn4, 19Mn5, and 15Mo3 steels must be normalized, while the 13CrMo44 and 10CrMo910 should be tempered. 14MoV63 and X20CrMoV121 steels should be reconditioned after hot work.


